

2017年9月25日 仕事
角丸雨仕舞の製作
代表の山本です。
今回のテーマは煙突が屋根を貫通する部分に使用する屋根仕舞と呼ばれる製品の中で、角丸ホッパーの形状をした角丸屋根仕舞の製作です。

弊社で行っている機械板金という世界では、板から立体的な形状を作り出していくためにまず最初に板金展開という作業が必要になります。
目的の形状を作り出すためにあらかじめどういう形に板を切るかという原寸大の展開図を作り、その展開図に合わせて材料を切っていくわけですが、今回説明する角丸ホッパー形状だと下のような展開作業を行います。
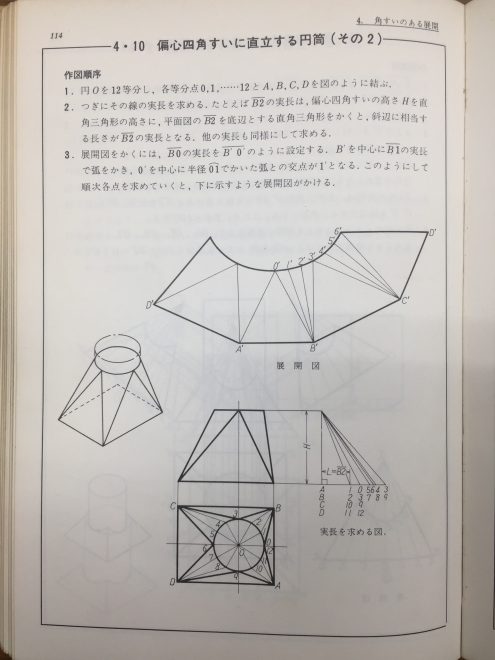
1.円Oを12等分し各等分点0.1.2….12とABCDを図のように結ぶ。
2.次にその線の実長を求める。例えば・・・
嫌になってきますね。
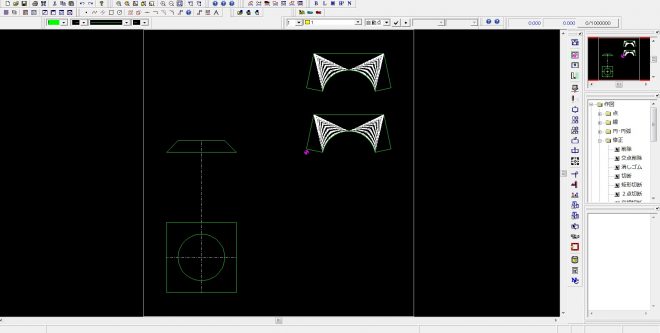
昔は本当にこの様に板に直接展開図を描き、その線に沿ってバイブロシヤという機械で材料を切っていました。しかし現在はITの進化によりコンピュータ上で展開し、レーザー加工機で切断しています。
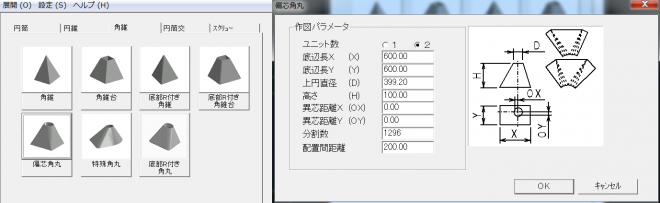
最初の説明文の「円Oを12等分し」という部分もコンピューターであれば下の分割数というところを見てもらえればわかるように1296等分などという事もできるようになり、手作業では時間的にありえない分割作業を行うことで、短時間で限りなく細かく滑らかに展開し、それを正確に切ることができます。
もちろん、私たちはプロですので昔ながらの板金展開の理屈をきちんと理解しています。現在はいろいろな板金展開ソフトも存在し、雛形の形状も増えていっていますが、一般的ではない形状の展開ではこれらを応用するのに、昔ながらの板金展開の理屈を理解しておく事が必要になります。
展開し、切断した材料は曲げ、溶接、やけ取りの工程を経て、製品となります。

曲げ工程では、今回は板厚が0.8ミリの為、Rの始まり部分のみブレーキプレスで少しずつ曲げた後、円錐の型で手曲げしていますが、板厚が1.2ミリ位から上は手曲げでは硬くて曲がらないので全面をブレーキプレスで少しずつ曲げていきます。
溶接時の写真を撮り忘れましたが、溶接はTIG溶接で行います。
こういう形状での板厚0.8ミリの溶接は穴が開きやすく溶接歪みも出やすい為、溶接前の加工精度と溶接の技量がより問われることから職人を選ぶ作業になってしまいます。よって、今回のようにどうしてもというお客様の強い要望がない限り、弊社の標準での角丸ホッパー部分は、職人の力量に左右されにくく見た目もきれいな製品ができやすい上、工程的にも職人の制限がなければ納期的に対応しやすいので板厚1.2ミリ以上としています。

今回は来日当初より要領と勘がよく、現在もメキメキと腕を上げているベトナム人技能実習生3年目のドー・スァン・ダット君が製作してくれました。

